
Leveraging the GQM+ Strategy approach and Industry 4.0 technologies for environmental sustainability in manufacturing

 ,
, Abstract
Aim: In the last years, sustainability has been identified as an enormous problem, with many facets gaining increasing attention. In this broad scenario, the availability of models for environmental sustainability constitutes a conceptual tool to guide industries towards reducing the environmental impact deriving from production. This work aims to contribute to the research on environmental sustainability in manufacturing by proposing a model that leverages the Goal Question Metrics approach and technologies of Industry 4.0.
Methods: The Goal Question Metrics approach and technologies of Industry 4.0 are leveraged by proposing a model that contributes to environmental sustainability in manufacturing.
Results: A model is proposed that can be used as a conceptual tool to support improvement programs in environmental sustainability.
Conclusion: The application of the Goal Question Metrics+ Strategies to a case study of an automotive industry shows how the approach, combined with the implementation of Industry 4.0 technologies, contributes to the efficient use of natural resources and also reduces the emissions in the atmosphere.
Keywords
INTRODUCTION
The problem of environmental sustainability is receiving increasing attention from industries[1,2], governments[3], and society[4,5]. In a study performed from June 2007 to February 2008[6], it was observed how the 21st century is taking humanity to its natural limits. The availability of raw materials such as oil, natural gas, mineral ores, and water is declining as a consequence of population growth and the significant impact of industrial production on the environment. In addition, various conflicts around the world further reduce the availability of natural resources.
In the scenario of environmental sustainability, the problem of climate change is pressing and is committing industrialized countries to adopt policies to achieve zero emissions. For this purpose, the United Nations Framework Convention on Climate Change (UNFCCC), an international environmental treaty[7], aims to reduce greenhouse gas emissions, which are the basis of global warming[8]; the Conferences of the Parties (COP), which are held annually in different countries, identify concrete actions to urge national and supranational governments to reach the zero emissions target within the established time limit. The European Union is committed to achieving climate neutrality by 2050. This target and the updated mid-term target for 2030 will become legally binding if parliaments and the European Council agree on the law of European climate[9,10]. With the same purpose, in the United States, the National Academies of Sciences, Engineering, and Medicine appointed an ad hoc consensus committee to assess the technological, policy, and social dimensions to accelerate the deep decarbonization of the US economy and recommend research and policy actions in the near to midterm[11].
To address this enormous challenge, several lines of research can be taken as a reference to better set up strategic programs aimed at reducing the environmental impact deriving from manufacturing production. On the one hand, an important role is played by capability maturity models for environmental sustainability. In these models, the current sustainability performance of an organization is measured against a set of maturity levels so that improvement opportunities can be pursued, moving from one maturity level up to the next. A maturity model for sustainable manufacturing is proposed in[12] to assist manufacturers with understanding the status of their efforts for sustainable manufacturing, specifically focusing on materials, energy, and water use. The authors proposed five sustainable manufacturing maturity levels ranging from the base level (Level 0, Initial), with no specific activities for improving sustainability, to Level 5 (Best-in-Class), which recognizes the manufacturers who have achieved the best-in-class performance. As argued in[13], sustainability manufacturing is more than recycling materials and sourcing renewable energy as commonly perceived; it requires a holistic and life cycle thinking where the entire manufacturing life cycle is taken into account because products may have totally different environmental impacts during different stages of their life cycle. The authors proposed a capability maturity model that integrates life cycle management tools, techniques, and measurements. An energy and utility management maturity model for sustainable manufacturing processes is also proposed in[14].
On the other hand, another important role in the reduction of the environmental impact of manufacturing is played by technology. In an influential paper published by Duflou et al., the problem of the efficient use of resources in manufacturing is discussed with a processes and systems approach[15]. Manufacturing systems are considered to be composed of multiple levels ranging from individual devices, where the unit processes take place, through to that of enterprise and supply chains (1, device/unit process; 2, line/cell/multimachine system; 3, facility; 4, multi-factory systems; 5, enterprise/global supply chain). Although the focus of their work is on the efficient use of energy in manufacturing, the systemic view of the organization of production resources can also be used as a starting point to analyze the efficiency of other resources needed for production.
Research developments show how Industry 4.0 (I4.0) technologies can contribute to more efficient use of natural resources in manufacturing. The optimization of energy efficiency in smart manufacturing through the application of cyber-physical systems and I4.0 technologies to real-time monitoring and simulation of industrial energy consumption is presented in[16] to optimize processes and reduce energy waste, manufacturing energy consumption, and costs. Another approach to energy efficiency in manufacturing is proposed in[17], starting from the combination of management methodologies and I4.0 technologies to improve energy efficiency in batch productions.
With reference to materials, Ammar et al. argued that I4.0 technologies have positively influenced material quality, manufacturing efficiency, maintenance, operation, and recycling[18]. The authors of[19] discussed the latest developed technologies in smart materials, such as self-healing materials, and the possibilities of integrating them with IIoT, smart devices, and cyber-physical systems to digitally manage manufacturing quality.
Digitalization in water and wastewater management has great potential for development in both water network management and manufacturing industries. The paradigm known as Water 4.0, inspired by I4.0, aims at the increased use of modeling, IT, and sensor technologies to more accurately perceive water management systems and provide support to early-warning and decision-making processes[20]. Water 4.0 will increase not only the sector’s economic effectiveness but also sustainability including climate resilience, by using relevant technologies such as digital twins, visualization, wireless monitoring sensors, industrial internet of things (IoT/IIoT), cloud computing, and predictive or prescriptive analytics[21].
Apart from the technologies of I4.0, other technologies can be considered for environmental sustainability as well. This is necessary because each application domain has its own technological needs. For example, wastewater treatment in the tanning industry by ultrafiltration is a promising, environment-friendly alternative to the current physicochemical-based tannery wastewater treatment[22].
In this work, we want to investigate the use of the GQM + Strategies paradigm combined with I4.0 technologies as a contribution to environmental sustainability in manufacturing. By providing insight into this integration, this study seeks to help the managers of smart industries make better decisions concerning environmental sustainability goals by identifying appropriate strategies and technologies. The assessment and the interpretation of the degree of achievement of the sustainability goals will be possible through the continuous monitoring of the relevant values made possible by the technologies of I4.0.
The paper is structured as follows. Section 2 discusses the scientific background necessary for understanding the subsequent sections, summarizing the main works on GQM, GQM+ Strategies, and the fundamental definitions related to I4.0 technologies. Section 3 proposes a model that integrates GQM+ Strategies with monitoring and control technologies for environmental sustainability. The model is applied to the case study shown in Section 4. The discussion of the results and conclusions close the paper.
BACKGROUND
In addition to the references mentioned in the Introduction to frame the problem of environmental sustainability in manufacturing from the point of view of approaches, models, and technologies, this section summarizes the scientific background necessary for the integration of the GQM+ Strategy paradigm with manufacturing technologies. Although the GQM+ Strategy has been used in various industrial scenarios[23], it has not yet been applied to the problem of environmental sustainability. The approach resulting from the integration of the GQM+ Strategy with manufacturing technologies explores a research area not yet covered that promises to contribute to the problem of environmental sustainability consequent to industrial production.
Goal question metrics
The GQM approach has spread since the early 1990s as a measurement mechanism in the software engineering field[24] for creating a corporate memory and an aid in answering various questions associated with the enactment of any software process[25]. Over the past three decades, the Goal Question Metrics (GQM) approach has been used successfully in software-intensive industries as a pragmatic way to create a measurement program based on software goals, questions, and associated metrics[26]. Several aspects of software development have been explored using GQM; examples are provided[27] to improve the testability of software requirements and[28]to assess security in cloud storage. GQM has also been used for applying statistical process control in software organizations[29] and the evaluation of the quality of smart things applications[30]. GQM can provide quantitative data to accurately assess the answer to a question and to evaluate whether goals have been achieved. The GQM model is hierarchical and consists of three levels:
1. Conceptual: A goal is defined for an object of measurement (a product, process, or resource).
2. Operational (question): Questions aim at the characterization of the object to determine its quality, considering a viewpoint from which the measurements take place.
3. Quantitative (metric): A set of metrics associated with each question is defined to address the question quantitatively.
It has been noted that, although GQM has been widely applied and useful in a variety of industrial applications, there is a weakness due to the difficulty for GQM users to link software measurement goals with higher-level goals of an organization[31]. This recognized difficulty led to the introduction of the GQM+ Strategies approach. This extension to GQM adds the ability to create measurement programs that ensure alignment between business goals and strategies, software-specific goals, and measurement goals[32]. Industrial applications of GQM+ Strategies can be found in work by Basili et al.[23]. Although the approach is derived from experiences in the software domain, it is also intended to be applicable in the system’s domain[33]. According to Sarcia[34], to be applied to non-software domains, the GQM+ Strategies approach must be adapted with a few changes; in particular, the “software” domain must be mapped to the “organizational/design” domain.
In the manufacturing context, Yu and Zhou[35] designed a multilevel and knowledge-based quality control model which took GQM measures and other fundamental elements as the main line to improve the quality of the manufacturing system.
Industry 4.0 for environmental sustainability
The industry 4.0 paradigm, introduced at the 2011 Hanover Fair under the German term Industrie 4.0[36], paved the way for the transition from the traditional way of operating industries to one based on I4.0 technologies. Since then, and likely for many years to come, both academic and industrial research have contributed and will contribute to the realization of new generations of manufacturing systems. These systems can bring significant benefits, in terms of flexibility, reduced costs, and customized products, to the stakeholders of production processes[37].
The following definition of I4.0, due to Hermann et al., highlights the fundamental components necessary to introduce this innovation[38]:
“Industrie 4.0 is a collective term for technologies and concepts of value chain organisation. Within the modular structured Smart Factories of Industrie 4.0, cyber-physical systems (CPS) monitor physical processes, create a virtual copy of the physical world, and make decentralised decisions. Over the IoT (Internet of Things), CPS communicate and cooperate with humans in real-time. Via the IoS (Internet of services), both internal and cross-organisational services are offered and utilised by participants of the value chain”.
Kagermann et al. discussed how IoT and IoS make it possible to create networks incorporating the entire manufacturing process that convert factories into a smart environment[39]. They use the term CPPS (cyber-physical production system), more focused on manufacturing facilities and functions:
“CPPS comprise smart machines, warehousing systems, and production facilities that have been developed digitally and feature end-to-end ICT-based integration, from inbound logistics to production, marketing, outbound logistics, and service”.
In the literature, there are many definitions of Industry 4.0[40], CPPS, and IoT[41]; this is due both to the constant evolution of the sector and to the multidisciplinary nature of the debate. Despite this, the theme of sustainability has only recently been encapsulated in a definition of I4.0[42].
As argued in[43] from the sustainability perspective, I4.0 technologies have the potential to dramatically influence sustainable social and environmental development. The authors proposed a measures framework for sustainability based on the United Nations Sustainable Development Goals, incorporating various economic, environmental, and social attributes.
The study presented in[44] aimed at understanding how the technologies of I4.0 help create a sustainable environment in manufacturing and other industries. The study investigated aspects concerning benefits, identification of tools, processes, major development, and application of sustainable manufacturing.
The impact of I4.0 on corporate environmental sustainability has been analyzed from a multi-country perspective[45]. The authors questioned the assumption that I4.0 technologies automatically have positive impacts on resource efficiency and energy consumption. They suggested that the transition towards a more sustainable economy needs to be accompanied by supporting measures (i.e., regulation and incentives) by governing bodies.
The fourth industrial revolution inspired research in other application areas, not necessarily linked to manufacturing production, which can be traced back to the problem of environmental sustainability in the sectors known as:
Water 4.0: Alabi et al. closely investigated the business side of Water 4.0 from the I4.0 perspective aiming to develop an “integrated business model” for the Water 4.0 revolution[46]. Based on the literature review and case studies, Kijak[21] examined the proposition that Water 4.0 will increase not only the sector’s economic effectiveness but also sustainability, including climate resilience. Application of Water 4.0 technologies and solutions are also studied in[47]. Caldogneto et al. presented advances in the smart metering field realized within Water 4.0 for smart environmental data metering, starting from IoT devices, with the ultimate goal of reducing water losses and monitoring water quality[48].
Energy 4.0: Lang[49] studied the legal relations between Energy 4.0 and business models, while Ghobakhlo and Fathi[50] performed a content-centric qualitative review of the extant digitalization literature to identify opportunities for the energy sustainability of Industry 4.0. As specific case studies in this field, Gajzik and Sroka[51] analyzed the resource intensity issues in the steel industry that related to the impact of investments on the consumption of energy media used during steel production. Finally, Mourtzis et al. proposed a collaborative approach to energy-based offered services, where an energy industrial product service system (IPSS) framework was proposed to create a smart service-based energy ecosystem[52].
Logistics 4.0 and Supply Chain Management 4.0: Nowadays, traditional logistics is perceived as the set of activities required to move product and information to, from, and between partners, and it is considered part of the wider concept of supply chain management[53]. In fact, apart from the usual functions performed by logistics systems, a supply chain management system also focuses on how to integrate multiple processes to achieve competitive advantage[54]. The advent of I4.0 led researchers to evaluate its impact on logistics and supply chains management. Wang[55] highlighted how Logistics 4.0 would change and improve traditional logistics and its self-perception. Oliveira et al. investigated the advancement of scientific knowledge on Supply Chain Management 4.0 (SCM 4.0) and presented perspectives and insights from a bibliometric analysis and literature review on this topic[56]. In the same way, a brief review of industrial, logistics, and supply chain management evolution was presented by Frazzon et al., where the concept and technological elements for SCM 4.0 are discussed, as well as its potential applications[57]. Similarly, Zekhnini et al. presented a review of the existing state-of-the-art literature concerning SCM 4.0 and identified and evaluated the relationship between digital technologies and supply chain management[58]. On the other hand, Pause et al. presented a study of the characteristics that have to be developed in the field of supply chain management to determine the degree of maturity of digitization within a supply chain[59].
Additive manufacturing: Godina et al. contributed to the knowledge about the impacts of additive manufacturing technology on sustainable business models through a proposed framework that can be used to determine these impacts[60]. Malyani et al. explored and formed an overall view of design methods for additive manufacturing, especially robust design methods, a subject for which state of the art applied to additive manufacturing was developed[61]. Peng et al. provided an overview of the sustainability of additive manufacturing with a focus on energy and environmental impacts[62]. Similarly, Beaman et al. provided a review on the history of the early antecedents of additive manufacturing processes[63]. The review also addresses design issues and demonstrates the commercial state of the art for the production of polymer, metal, and ceramic parts.
Only recently have there been attempts to combine models suitable for environmental management with I4.0 technologies. For this purpose, pre-existing models are integrated with modeling elements that consider I4.0 principles and technologies. Examples are The European Foundation for Quality Management (EFQM) 2020 model[64], which incorporates TQM, Industry 4.0, and sustainability principles and approaches, and the ISM model of Industry 4.0 manufacturing sustainability functions[65].
INTEGRATING GQM+ STRATEGIES WITH INDUSTRY 4.0 TECHNOLOGIES
This section discusses an extension of the GQM+ Strategies approach that considers how I4.0 technologies help to achieve environmental sustainability goals. In the proposed model, both strategy decisions and GQM measurement activities may consider using I4.0 technologies to achieve corporate goals. Figure 1 shows the model that can be used to realize an environmental management system for energy, water, and material resources in manufacturing.
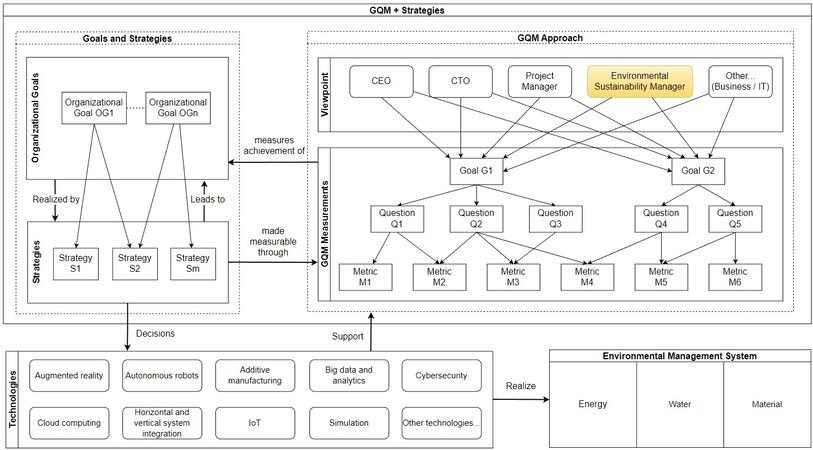
Figure 1. GQM+ Strategies approach with Industry 4.0 technologies integration for environmental sustainability: a conceptual model.
The model comprises the representation of three fundamental aspects: GQM+ Strategies, technologies, and environmental management system. The first section (top left) represents high-level organizational goals and strategy decisions formulated to deal with those organizational or business goals, taking into account the context and making explicit any assumptions. This is where the high-level goals in terms of environmental sustainability must be defined by the company, as well as the strategies and sequences of activities necessary for accomplishing the goals. The strategy also leads to deciding which is the best technology to achieve the goals, an aspect that is fundamental since those technologies are the ones that support both the GMQ approach measurement and the realization of systems for the management of environmental resources.
According to GQM+ Strategies, one or several strategies can be defined for an organizational goal, which must be measurable through the GQM approach (second section, top right). The strategies also help to identify lower-level goals (measurement goals), refined into specific questions that must be answered using quantitative metrics and interpretation models to evaluate the achievement of the organizational goal. As seen in Figure 1, many questions and metrics can be defined for the measurable goals as necessary. Measurable goals may be defined from various points of view (viewpoint section in the figure), of which a role is a bearer; the environmental sustainability manager role, which represents the person or company department in charge of taking care of sustainable policies, performs the procedures necessary to improve environmental sustainability.
The third section (bottom left) highlights a set of technologies that support the whole GQM+ Strategies approach, including both Industry 4.0 technologies and other traditional technologies that can be used in the industry as well. In this paper, we leverage those technologies to realize an environmental management system (fourth section, bottom right) by supporting the deployment of strategies aimed at improving manufacturing environmental sustainability. Examples of this are smart energy management software tools[66], reducing energy consumption by using impedance matching systems[67], and reducing emissions into the atmosphere through self-production alternatives of renewable energy such as wind or solar systems.
The model for the integration of GQM+ Strategies with I4.0 technologies also summarizes the research contribution of this paper in the following aspects: (1) leveraging the GQM+ Strategies approach to be applied in the manufacturing industry to improve environmental sustainability; and (2) the use of I4.0 technologies for the continuous measurement of environmental variables to feed a decision support system. The case study presented in the next section provides details concerning these two points.
CASE STUDY
The application of the GQM+ Strategies approach to a mechanical company in the manufacturing industry is illustrated in the case study, which attempts to improve the environmental sustainability of a production process through several strategies and support technologies. The case study focuses mainly on the application of the GQM+ Strategies approach to reach a better level of energy efficiency that, supported by technologies such as IoT, CPS, and software tools, can contribute to reducing the environmental impact caused by the production process of the manufacturing company.
The AS-IS scenario is shown first, followed by the TO-BE scenario, where the implementation of the proposed approach is described.
The AS-IS scenario
As part of a quality program, the company periodically applies a questionnaire to measure compliance with some aspects, such as human rights, environment, compliance and ethics, diversity, health safety, and others. The questionnaire provides a general understanding of those aspects on a scale of 0-5, accompanied by a brief description of the answer. Figure 2 shows an excerpt from this questionnaire that focuses on environmental sustainability.
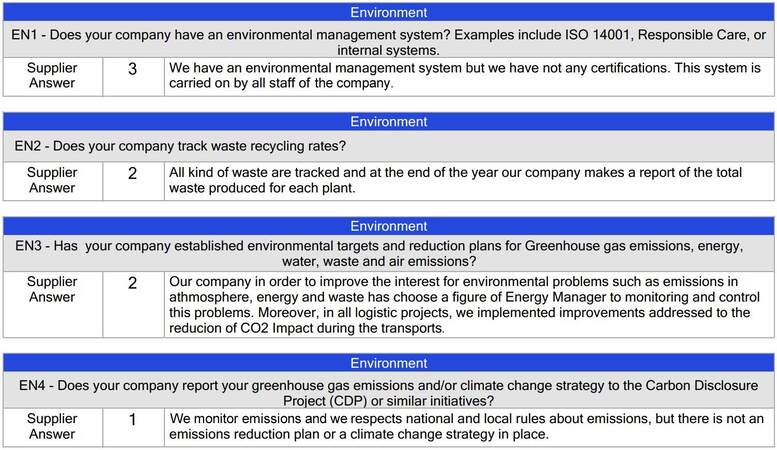
Figure 2. Extract from the environmental sustainability questionnaire.
The analysis of the AS-IS scenario highlights that the company cares about being socially responsible and proposes strategies to improve the efficiency of its production processes. Even if the company has policies/procedures/initiatives focused on improving environmental sustainability, it is weak in the following aspects: (a) the alignment of sustainability goals with strategies and technologies to achieve them; (b) concrete measurements methods that allow achieving quantitative knowledge on the processes to improve; and (c) the role of energy manager specialized in coping only with one dimension of sustainability.
The TO-BE scenario
During the implementation of its quality program for sustainability, the company decided to implement the GQM+ Strategies approach by applying the methodology presented in[32] and using the model of Figure 1 to integrate I4.0 technologies into the chosen approach. To do this, a characterization of the context was first performed and organizational goals together with strategy decisions were defined; then, measurement goals, questions, and metrics were specified as part of the GQM approach. Industry 4.0 technologies were implemented to support the GQM+ Strategies and realize the environmental management system. Finally, a measurement program was developed, where measurement planning, data acquisition, data analysis, and interpretation of the results were conducted to validate the effectiveness of the proposed combined approach.
Task 1. Characterize the context
In this task, a characterization of context information about the organization is conducted as a driver for the definition of goals and strategies. Although the model proposed in Figure 1 is applicable to the management of energy, water, and materials, we describe details concerning the energy efficiency program that comprises aspects of consumption reduction or energy generation from renewable sources. The study takes as reference a batch production process carried out by a robotized production line, where energy-saving strategies can be proposed as part of the GQM+ Strategies approach to reduce CO2 in the atmosphere.
This robotized production line is used to cut, draw, and deform a sheet metal strip to get the desired finished shape and consists of six presses in sequence, an oiling table, and eight robots. To obtain the result, it is necessary to carry out six operations for each product with different molds. As shown in Figure 3, a robot picks up the strips from the container positioned at the beginning of the line from right to left and places them on the oiling table. The eight robots perform the loading of the oiling table, the transfers from one press to the next, and the unloading from the last press to the output conveyor belt.
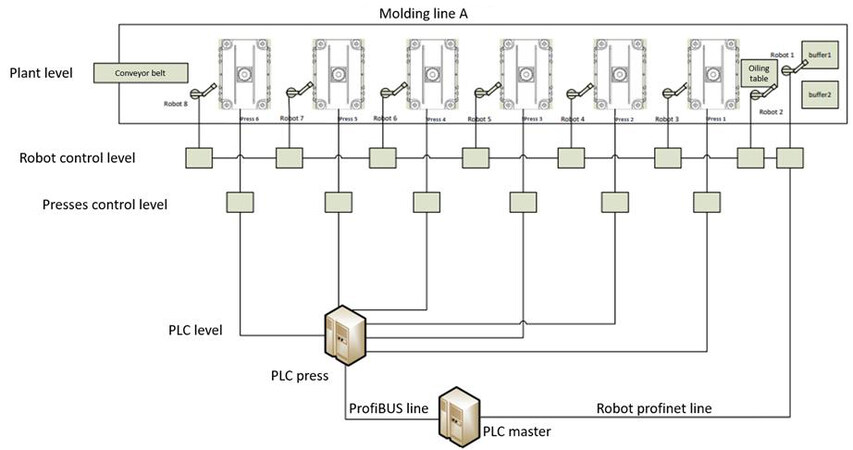
Figure 3. Robotized production line.
The set of manufacturing operations performed in this line defines a batch process, as the materials are processed in finite quantities that undergo the same type of processing[68]. In this type of production, there are interruptions between batches, with consequent discontinuity of the process. During the physical setup of a new batch, the energy consumption for machines is kept ready for use, but unproductivity is waste that cannot be ignored; the same consideration can be made when a machine on the line breaks down and during its repair, as the others remain ready for use.
Task 2. Define organizational goals
This task consists of determining organizational goals according to the context characterization, so high-level environmental organizational goals related to energy saving were defined. Since the main idea of the company is to gradually improve the environmental sustainability of the whole plant, the batch production process was selected as a representative improvement process for the initial intervention. In this sense, the organizational goal is to reduce the environmental impact derived from the production process at the robotized production line by reducing energy consumption by 15% in the first year and 10% in the second year. During the third year, the organizational goal is to produce 40% of necessary energy from renewable sources (RE), reducing the consumption of electrical energy from grid (GE). Table 1 illustrates this organizational goal using the GQM+ Strategies goal template.
GQM+ Strategies organizational goals (formalization of goal reduce environmental impact)
| Activity | Reduce consumption or produce electricity from renewable sources |
| Focus | Environmental impact of energy consumption |
| Object | Batch production process actuated by the robotized molding line |
| Magnitude (degree) | Consumptions: 15% in the first year, 10% in the second year Production from renewable sources: 40% of energy needs in the third year |
| Time frame | Annually, beginning in 2020 over the next three years |
| Organizational scope | The molding production line |
| Constraints (limitations) | Available resources Technology implementation Machines availability |
| Relationships (relations with other goals) | Cost reduction after the break-even point |
Task 3. Define strategy decisions
In this task, strategy decisions for organizational goals were selected. A list of potential strategies identified for the organizational goal achievement are: (a) introduce impedance matching systems for energy efficiency; (b) adopt a renewable energy system; (c) acquire latest-generation engines to reduce energy consumption; (d) improve the batch production process management; and (e) increase machinery maintenance efficiency.
Strategies (a) and (d) were chosen for the first year because they are simpler and cheaper to implement. In the second year, Strategies (c) and (e) reflect the CEO’s decision concerning the revamping of the molding line to increase the efficiency of the production process for cycle time reduction and energy efficiency. The realization of a photovoltaic plant, Strategy (b), was chosen for the third year. Table 2 summarizes the deriving strategies for the organizational goal and support technologies to realize them. The decision reported in the column “selected technologies” was taken by comparing it with “other technologies” against evaluating criteria such as cost, performance, modularity, and ease of use and integration. However, the choice does not exclude other technologies that can be reconsidered for new organizational goals or future extension of the realized system.
Deriving strategies for reducing environmental impact and technological support
| Goal | Strategy for energy efficiency | Selected technologies | Other technologies |
| Reduce environmental impact | First-year: (a) Introduce systems for the efficient usage of electrical energy (d) Improve the batch production process management Second-year: (c) Acquire last-generation engines (e) Increase machinery maintenance efficiency Third-year: (b) Realize alternative energy self-production | (a) Impedance matching system (d) Production Planning and Control system (PPC), Energy monitoring systems (c) Last-generation engines with smart control logic (e) CPPS and Maintenance planning software (b) Photovoltaic | (a) Optimization of compressed air systems (d) Manufacturing Execution System (MES), Big data techniques (e) CPPS and Predictive Maintenance software (b) Wind, fuel cells |
Task 4. Develop a measurement plan for organizational goals and strategy decisions
A GQM plan includes: (a) defining lower-level goals (measurement goals); (b) generating questions; and (c) specifying metrics. The respective interpretation model is also defined in order to evaluate the organizational goal for the chosen strategy decisions.
(a) Defining measurement goals (point of view, environmental sustainability manager; context, batch production process of the molding production line). The GQM measurement goal can be phrased as follows:
MG1: Analyze the energy consumption with the purpose of evaluation with respect to: (a) 15% of energy consumption reduction in the first year; (b) 10% in the second year; and (c) reaching the production of 40% from renewable sources in the third year.
MG2: Improve the overall equipment effectiveness (OEE) indicator by reducing lost causes (availability losses, performance losses, and quality losses) in the batch production process. Determine the corresponding energy savings.
MG3: Reduce the machine downtime occurrences due to maintenance operations in the molding production line by 20% in the first year by improving maintenance management efficiency. Determine the corresponding energy savings.
MG4: Reduce CO2 emissions into the environment derived from the batch production process of the molding production line by 7% for the first year. Maintain the result for the next three years.
(b) Generate questions: Based on these objectives, baseline variables to establish the achievement of the goals were defined:
- What was the energy consumption (EC) in Year 1 of measurement EC1?
- What was the OEE indicator value in 2020 OEE1?
- What was the number of machine downtime (MD) occurrences in Year 1 of measurement MD1?
- What was the environmental impact (EI) in terms of CO2 emission value (kg) of the production line in 2020 EI1?
Then, the following questions were defined, aimed at establishing what information is necessary to evaluate the degree of satisfaction of measurement goals:
Q1: Does the application of Strategies (a) and (d) get at least a 15% of reduction in energy consumption in the first year?
Q2: By what percentage was the OEE indicator improved in the first year of the program?
Q3: Does the application of Strategies (c) and (e) get at least a 10% of reduction in energy consumption in the second year?
Q4: Was machine downtime due to maintenance operations reduced by 20% in the second year?
Q5: Is the production of renewable energy reaching at least 40% of energy needs in the third year?
(c) Specify the Metrics: According to the generated questions, specific metrics were defined as a baseline to allow measurement and define interpretation models, as follows:
EC0 is the electrical metering baseline value.
OEE0 is the overall Equipment Effectiveness percentage.
MD0 is the machine downtime occurrences number.
GE0 is the energy from power grid.
RE0 is the renewable energy.
EI0 is the environmental impact baseline value.
The values related to energy consumption for the first and second years (EC1 and EC2) are captured by IoT devices (electrical analyzers and metering devices), while the calculation of the rest of the variables also benefits from the existence of the cyber-physical system and specialized software applications. The values obtained serve as a baseline to determine the improvement (reduction or increasing) of each metric at different moments of the improvement program. The reference values measured to start the process are:
On the other hand, the resulting interpretation models for each measurement goal (for the three-year measurement program) were defined as follows:
At the end of Year 1:
- If EC1 < 0.85 EC0, then the MG1.a goal has been satisfied.
- If OEE1 > 1.1 OEE0, then the MG2 goal has been satisfied.
- If (EI0 - EI1)/EI0 > 0.07 EI0, then the MG4 goal has been satisfied for the first year. This model represents the reduction of CO2 emissions into the environment by 7% for the first year derived from the reduction of energy consumption in a batch production process actuated by the robotized molding line.
At the end of Year 2:
- If EC2< 0.9 EC1, then the MG1.b goal has been satisfied.
- If MD2 < 0.8 MD1, then the goal MG3 has been satisfied.
- If (EI1 - EI2)/EI1 > 0.07 EI1, then the MG4 goal has been satisfied for the second year.
At the end of Year 3:
- If RE1 > 0.4 GE0, then the MG1.c goal has been satisfied.
- If (EI2 - EI3)/EI2 > 0.07 EI2, then the MG4 goal has been satisfied for the third year.
Leveraging Industry 4.0 technologies
IoT, CPPS, and software applications, deployed in the manufacturing company under study, have been used to improve the production process performance and environmental sustainability through monitoring the machinery’s energy consumption and managing their maintenance activities.
In the first year, the company decided to implement an impedance matching system as part of Strategy (a), an energy-efficient electronic system that calculates the optimal minimum impedance of the equipment and feeds it with a constant voltage, eliminating disturbances from the electrical network and protecting the device from external overvoltages, thus achieving an increase in the useful life of the devices and the electrical system in general, in addition to savings in electricity consumption.
As a second improvement action as part of Strategy (d), a digital application was implemented to monitor machines’ energy consumption by determining the causes and amounts of energy waste in a production line. Further information is presented in[17], where both a method to calculate energy waste from the OEE indicator during the type change of a batch production process and a cyber-physical model that can be taken as a reference to implement PPC/MES software that includes energy management are proposed.
For the second year of the program, the professional maintenance (PM) application was implemented as part of Strategy (e) to support machine maintenance management as an improvement action to increase machinery maintenance efficiency. To achieve this, sensors and IoT devices were installed in the machines as part of a CPPS to capture, in real time, the information related to the machine’s health condition and send it to the PM system to analyze and plan the corresponding preventive maintenance strategies, as presented in[69].
Figure 4 shows as an example a machine anomaly reported to a maintenance planner role through the IoT system, which must be assigned to a competent maintainer to carry out the respective maintenance. The application emphasizes the type of intervention (electrical or electromechanical) and area of intervention (organizational unit, work center, or work unit) according to the anomaly and type of machine to maintain. This allows the application to determine the specific skills required to execute the maintenance activity and select only maintenance workers with the appropriate skills to perform it. In this way, maintenance planning is more timely and execution more efficient.
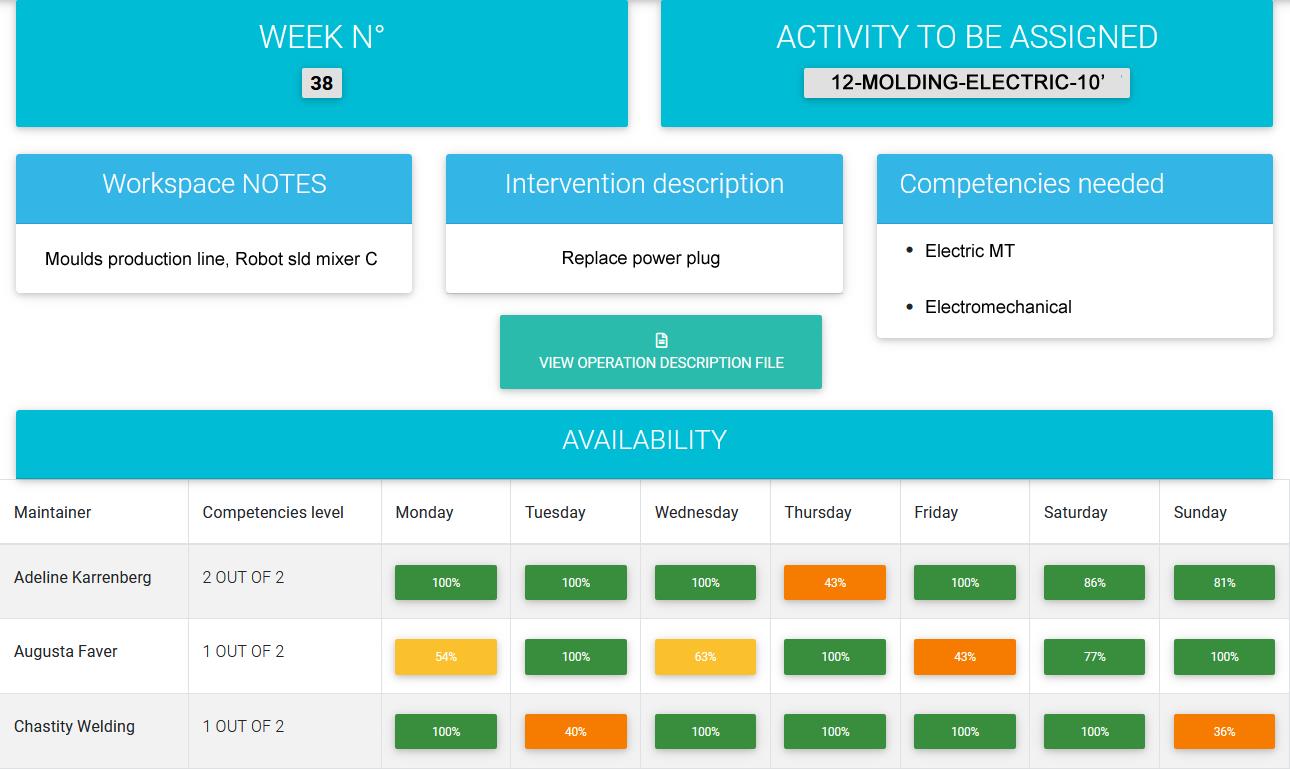
Figure 4. Professional maintenance application to support maintenance planning and execution.
Thus, the software application developed and the technologies implemented to provide support make it possible to demonstrate the fundamental role that they play in the solution of Strategy (e) of the second year of the program.
RESULTS
From the case study implementation, the following preliminary results can be summarized to validate the conceptual model presented in Figure 1. As part of the three-year measurement program development presented in the TO-BE scenario, energy-related data were collected and stored using sensors and IoT devices connected to the line’s machines as part of a CPS.
In this period, year-to-year comparisons were made of the batch processes used to manufacture mufflers for the automotive industry, making batch-to-batch setups each time a new type of muffler was to be produced. For this reason, comparisons were made towards similar scenarios in which it is estimated that energy consumption does not present significant variations due to different batch properties such as product type and the number of elements. From the values estimated as an improvement, we applied a reduction of 5% to take into account the fact that the advantages of single strategies are not cumulative.
This measurement process allows us to analyze the data related to the first year of measurement, being able to answer questions such as what the energy consumption was, the value of the OEE indicator, or the machine downtime in the studied period, determining the partial achievement of low-level goals according to the interpretation models established for each strategy. Figure 5 shows an overview of the approach applied in the manufacturing industry for the decision strategies selected to be implemented in the first measurement year, in which the corresponding low-level goals, questions, metrics, interpretation model, and supporting technologies are summarized.
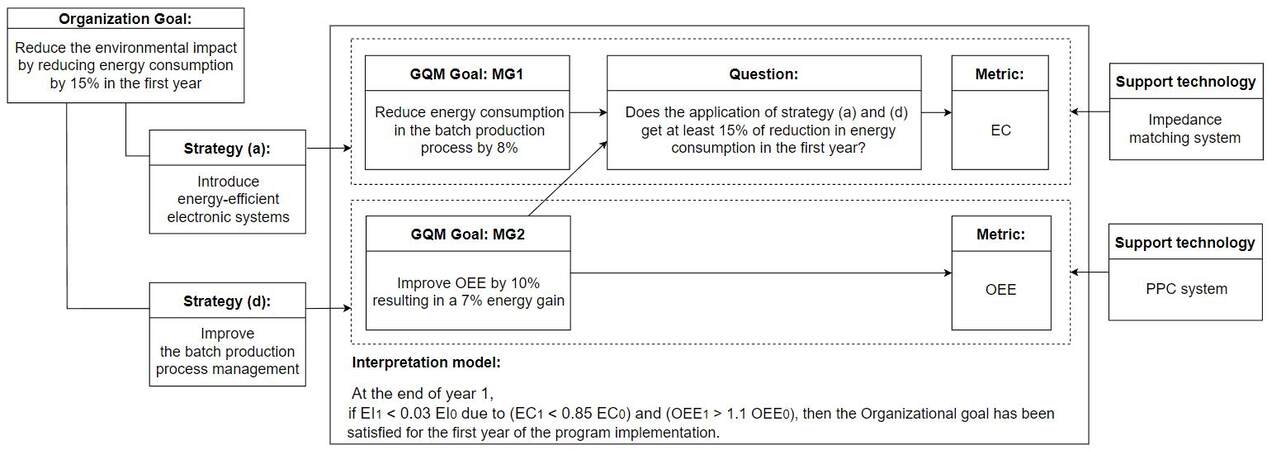
Figure 5. Overview of the approach applied in the manufacturing industry for the first year.
Once the data acquisition stage was completed, the analysis and interpretation of the results process were carried out with the following findings for each strategy:
(a) The reduction in energy consumption achieved in the first year after the implementation of Strategies (a) and (d) was 14%, which is given by the sum of the reduction obtained through the impedance matching system, which was 8%, and the improvement of the OEE indicator, which implies an estimated energy gain of 6%. However, when applying the 5% decrease mentioned above, the final value obtained is equal to 13.3% because the strategies are not all cumulative. Although this value is lower than the one proposed as a goal for the first year (15%), it is close to the established one. In this sense, the organizational goal was not achieved in the first year, but this fact allows for making the necessary adjustments to the chosen strategies.
(b) The OEE improvement was a consequence of the application of management methods in the type change process, such as those presented in[69], and efficient maintenance activities as part of Strategy (e). In addition, production scheduling optimization through PPC, CPS, and MES technologies and the optimization of processes that do not create value, such as minimizing the time of support activities, were also fundamental.
(c) In relation to meeting the goal of reducing machine downtime occurrences, as part of Strategy (e), we observed a 27% reduction in the first year due to the optimization of planning preventive maintenance strategies. This fact was supported by the professional maintenance software application presented above and the IoT and CPS technologies implemented to improve the performance of maintenance support systems. Therefore, there is a satisfactory fulfillment of the goal established for the first year of measurement, according to the interpretation model.
Associated with the precedent strategies results, the analysis performed on the data corresponding to the first year allows determining the preliminary environmental impact of CO2 emissions to the environment, due to energy consumption in the batch production process, which yielded a total of 31,464.6 kg of CO2. This value is calculated by multiplying the theoretical impact of the production of a good, understood as the minimum amount of resources needed to produce it, which in 2021 was equal to 0.458 kg of CO2 for each kWh according to the International Energy Agency[70].
To achieve compliance with the goals established for the following years of the measurement program, the company continues to carry out constant measurements and makes adjustments to strategies when required, which means that environmental decision-making processes are more defined, they have clear measurement goals, and there are strategies aligned with the organizational goals. In addition, the company now has a specific role for environmental sustainability management (the environmental sustainability manager) and technological support based on current technologies for the deployment of environmental management strategies in the production process.
DISCUSSION
The virtuous use of natural resources and the fight against climate change are becoming increasingly urgent. Water, energy, manufacturing, and other industries are constantly looking for ways of adapting to changing conditions, as well as for solutions to global challenges that are both effective and efficient [71]. In the manufacturing field, studies on environmental sustainability have produced different capacity models and application approaches to reduce the environmental impact deriving from the execution of production processes. In this scenario, technology is increasingly making available practices, tools, and other resources that are nowadays indispensable for the management of environmental resources[72].
In this paper, we propose a conceptual model that leverages the GQM+ Strategies approach and I4.0 technologies as a tool to support improvement programs of environmental sustainability in manufacturing. It can be used both as decision support for managers and professionals interested in creating systems for managing environmental resources and as a guideline for their implementation. The model explicitly represents high-level corporate goals, linking them with the strategies and support technologies necessary to achieve the goals.
Compared to the maturity models for sustainable manufacturing[12], the GQM + Strategies approach is simpler to apply, and this implies a shorter period for the implementation of a support system for environmental sustainability.
The maturity models, in fact, foresee the implementation of the five maturity levels for sustainable productions that require greater awareness of the degree of environmental sustainability to be achieved for each level as well as a longer process to reach Level 5 of the model (best-in-class). Furthermore, our model is already oriented to the use of I4.0 technologies, whose use promises to reap further benefits (real-time capture of the value of process variables and implementation of control systems that incorporate the concept of environmental sustainability).
The limitations of the study are related to some adaptations that had to be made to the original GQM approach for its application in this industry because, as mentioned above, it must be adapted with some changes mainly related to the mapping between the software domain and the organizational domain to add the ability to create measurement programs that ensure alignment between organizational goals and strategies, energy-specific low-level measurable goals, and support technologies.
New strategies will be implemented in the future to make more efficient use of water and raw materials based on our model. Further developments are possible from this work, such as the definition of new organizational goals, decision strategies, measurable goals, and metrics for the resources of the environmental management system in Figure 1. The implementation of a single software platform based on I4.0 technologies to manage energy, water, and materials during manufacturing production is another possible development. Finally, due to its generality, beyond the application domain of manufacturing, the proposed conceptual model could be specialized for other organizations.
CONCLUSIONS
To support the environmental sustainability of manufacturing industry, we propose a conceptual model that leverages the GQM+ Strategies approach and Industry 4.0 technologies to help improve program implementation in the manufacturing field. We contribute to the literature on environmental sustainability by combining a well-known model, the GQM+ Strategies, with the technologies of I4.0, which allows the clear alignment of corporate goals, strategies, and technologies to achieve the goals. As far as we know, it is the first attempt to use the GQM approach to study sustainability problems.
The case study conducted in a mechanical molds company in southern Italy demonstrated the usefulness of our proposal in aligning organizational goals, decision strategies, and metrics with support technologies such as IoT, CPPS, and software applications.
The benefit achieved during the first two years of a three-year program based on our model concern the reduction of energy consumption in a batch production process actuated by a robotized molding line, which involves the reduction of CO2 emissions. This benefit will be increased during the third year as the photovoltaic system will be operational. However, the benefit obtained thus far is the first step in improving the environmental sustainability of the company.
The pilot experience served the management roles, and notably, the environmental sustainability manager role introduced during the case study, to determine goals, strategies, and support technologies for energy efficiency. This is significant for manufacturing due to its economic, environmental, and social relevance.
DECLARATIONS
AcknowledgmentsThe authors thank Massimo De Lisio for the drawing of Figure 2, and Domenico Peluso for providing the sustainable questionnaire.
Authors’ contributionsMade substantial contributions to conception and design of the study and performed data acquisition, analysis and interpretation: Nota G
Performed data analysis and interpretation, as well as providing administrative and technical support: Toro Lazo A
Availability of data and materialsNot applicable.
Financial support and sponsorshipNone.
Conflicts of interestAll authors declared that there are no conflicts of interest.
Ethical approval and consent to participateNot applicable.
Consent for publicationNot applicable.
Copyright© The Author(s) 2022.
REFERENCES
1. Rajala R, Westerlund M, Lampikoski T. Environmental sustainability in industrial manufacturing: re-examining the greening of Interface's business model. Journal of Cleaner Production 2016;115:52-61.
2. Trujillo-gallego M, Sarache W, Sellitto MA. Identification of practices that facilitate manufacturing companies’ environmental collaboration and their influence on sustainable production. Sustain Prod Consum 2021;27:1372-91.
3. Yasmeen H, Wang Y, Zameer H, Ismail H. Modeling the Role of Government, Firm, and Civil Society for Environmental Sustainability. In: Management Association IR, editor. Developing Eco-Cities Through Policy, Planning, and Innovation. IGI Global; 2020. pp. 62-83.
4. Barr S. Environment and society: sustainability, policy and the citizen. London: Routledge; 2016.
5. Camilleri MA. Corporate sustainability and responsibility: creating value for business, society and the environment. AJSSR 2017;2:59-74.
6. Fraunhofer Institute for Machine Tools and Forming Technology. Energy efficiency in production: future action fields. Available from: https://www.iwu.fraunhofer.de/content/dam/iwu/en/documents/EffPro_en.pdf [Last accessed on 28 Sep 2022].
7. United Nations. United Nations framework convention on climate change. Available from: https://unfccc.int/ [Last accessed on 28 Sep 2022].
8. UNFCCC. Annual report 2020. Available from: https://unfccc.int/annualreport [Last accessed on 28 Sep 2022].
9. European Commission. European climate law - achieving climate neutrality by 2050. Available from: https://ec.europa.eu/info/law/better-regulation/have-your-say/initiatives/12108-European-climate-law-achieving-climate-neutrality-by-2050_en [Last accessed on 28 Sep 2022].
10. Cifuentes-Faura J. European Union policies and their role in combating climate change over the years. Air Qual Atmos Health 2022;15:1333-40.
11. National Academies of Sciences, Engineering, and Medicine. Accelerating decarbonization of the U.S. energy system. Available from: https://nap.nationalacademies.org/catalog/25932/accelerating-decarbonization-of-the-us-energy-system [Last accessed on 28 Sep 2022].
12. Rachuri S, Jain S. Maturity model concepts for sustainable manufacturing. Available from: https://www.nist.gov/publications/maturity-model-concepts-sustainable-manufacturing [Last accessed on 28 Sep 2022].
13. Mani M, Lyons K, Sriram R. Developing a sustainability manufacturing maturity model. Available from: https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=906033 [Last accessed on 28 Sep 2022].
14. Ngai E, Chau D, Poon J, To C. Energy and utility management maturity model for sustainable manufacturing process. Int J Prod Econ 2013;146:453-64.
15. Duflou JR, Sutherland JW, Dornfeld D, et al. Towards energy and resource efficient manufacturing: a processes and systems approach. CIRP Annals 2012;61:587-609.
16. Matsunaga F, Zytkowski V, Valle P, Deschamps F. Optimization of energy efficiency in smart manufacturing through the application of cyber-physical systems and industry 4.0 technologies. J Energy Res Techn 2022;144:102104.
17. Nota G, Nota FD, Peluso D, Toro Lazo A. Energy efficiency in industry 4.0: the case of batch production processes. Sustainability 2020;12:6631.
18. Ammar M, Haleem A, Javaid M, Walia R, Bahl S. Improving material quality management and manufacturing organizations system through Industry 4.0 technologies. Mat Today: Proc 2021;45:5089-96.
19. Ammar M, Haleem A, Javaid M, Bahl S, Verma AS. Implementing Industry 4.0 technologies in self-healing materials and digitally managing the quality of manufacturing. Mat Today: Proc 2022;52:2285-94.
20. German Water Partnership. Water 4.0. Available from: https://germanwaterpartnership.de/en/arbeitskreise/arbeitskreis-en-wasser-4-0/ [Last accessed on 28 Sep 2022].
21. Kijak R. Water 4.0: Enhancing Climate Resilience. In: Brears RC, editor. The Palgrave Handbook of Climate Resilient Societies. Cham: Springer International Publishing; 2021. pp. 435-73.
22. Yang F, Huang Z, Huang J, Wu C, Zhou R, Jin Y. Tanning wastewater treatment by ultrafiltration: process efficiency and fouling behavior. Membranes (Basel) 2021;11:461.
23. Basili V, Trendowicz A, Kowalczyk M, et al. Aligning organizations through measurement: the GQM+strategies approach.
24. Basili VR. Software modeling and measurement: the goal/question/metric paradigm. Available from: https://drum.lib.umd.edu/handle/1903/7538 [Last accessed on 28 Sep 2022].
25. Basili V, Caldiera G, Rombach HD. Goal question metric (GQM) paradigm. Available from: https://onlinelibrary.wiley.com/doi/abs/10.1002/0471028959.sof142 [Last accessed on 28 Sep 2022].
26. Fuggetta A, Lavazza L, Morasca S, Cinti S, Oldano G, Orazi E. Applying GQM in an industrial software factory. ACM Trans Softw Eng Methodol 1998;7:411-48.
27. Beer A, Felderer M. Measuring and improving testability of system requirements in an industrial context by applying the goal question metric approach. Proc the 5th Int Workshop Requir Engin Test ;2018:25-32.
28. Yahya F, Walters RJ, Wills GB. Using goal-question-metric (GQM) approach to assess security in cloud storage.
29. Brito DF, Barcellos MP, Santos G. Investigating measures for applying statistical process control in software organizations. J Softw Eng Res Dev 2018:6.
30. Chang BM, Son JC, Choi K. A GQM approach to evaluation of the quality of smartthings applications using static analysis. KSII TIIS 2020:14.
31. Basili V, Heidrich J, Lindvall M, Munch J, Regardie M, Trendowicz A. GQM+ strategies - aligning business strategies with software measurement. Available from: http://dx.doi.org/10.1109/ESEM.2007.66 [Last accessed on 28 Sep 2022].
32. Basili V, Heidrich J, Münch J, et al. GQM+strategies: a comprehensive methodology for aligning business strategies with software measurement.
33. Basili VR, Lindvall M, Regardie M, et al. Linking Software Development and Business Strategy Through Measurement. Computer 2010;43:57-65.
35. Yu ZH, Zhou J. Quality control model for manufacturing process based on GQMM. AMR 2011;214:612-7.
36. Kagermann H, Lukas WD, Wahlster W. Industrie 4.0: mit dem internet der dinge auf dem weg zur 4. industriellen revolution. Available from: https://www.dfki.de/fileadmin/user_upload/DFKI/Medien/News_Media/Presse/Presse-Highlights/vdinach2011a13-ind4.0-Internet-Dinge.pdf [Last accessed on 28 Sep 2022].
37. Mohamed M. Challenges and benefits of industry 4.0: an overview. Int J Supply Oper Manag 2018;5:256-65.
39. Kagermann H, Wahlster W, Helbig J. Recommendations for implementing the strategic initiative INDUSTRIE 4.0: securing the future of German manufacturing industry. Available from: http://dastic.vn:8080/dspace/handle/TTKHCNDaNang_123456789/357 [Last accessed on 28 Sep 2022].
40. Culot G, Nassimbeni G, Orzes G, Sartor M. Behind the definition of Industry 4.0: Analysis and open questions. Int J Prod Econ 2020;226:107617.
42. Cañas H, Mula J, Díaz-madroñero M, Campuzano-bolarín F. Implementing industry 4.0 principles. Comp Industr Engin 2021;158:107379.
43. Bai C, Dallasega P, Orzes G, Sarkis J. Industry 4.0 technologies assessment: a sustainability perspective. Int J Prod Econom 2020;229:107776.
44. Javaid M, Haleem A, Singh RP, Suman R, Gonzalez ES. Understanding the adoption of Industry 4.0 technologies in improving environmental sustainability. Sustain Oper Comp 2022;3:203-17.
45. Beier G, Matthess M, Guan T, et al. Impact of industry 4.0 on corporate environmental sustainability: comparing practitioners’ perceptions from China, Brazil and Germany. Sustain Prod Cons 2022;31:287-300.
46. Alabi MO, Telukdarie A, van Rensburg NJ. Water 4.0: an integrated business model from an industry 4.0 approach.
48. Caldognetto N, Pasquali Evangelisti L, Poltronieri F, et al. Water 4.0: enabling Smart water and environmental data metering.
49. Lang M. From industry 4.0 to energy 4.0. future business, models and legal relations. Available from: http://www.germanenergyblog.de/wp-content/uploads/2016/04/160317_Lang_IBE_Bochum_From_Industry_4_0_to_Energy_4_0_fin.pdf [Last accessed on 28 Sep 2022].
50. Ghobakhloo M, Fathi M. Industry 4.0 and opportunities for energy sustainability. J Cleaner Prod 2021;295:126427.
51. Gajdzik B, Sroka W. Resource intensity vs. investment in production installations -the case of the steel industry in Poland. Energies 2021;14:443.
52. Mourtzis D, Angelopoulos J, Panopoulos N. A collaborative approach on energy-based offered services: energy 4.0 ecosystems. Procedia CIRP 2021;104:1638-43.
53. Larson PD, Halldorsson A. Logistics versus supply chain management: an international survey. Int J Logist Res Appl 2004;7:17-31.
54. Harrison A, Skipworth H, van Hoek RI, Aitken J. Logistics management and strategy: competing through the supply chain. Available from: https://shorturl.at/ksvz7 [Last accessed on 28 Sep 2022].
56. Oliveira MRD, Sousa TBD, Silva CVD, Silva FAD, Costa PHK. Supply chain management 4.0: perspectives and insights from a bibliometric analysis and literature review. World Rev Intermodal Transp Res 2022;11:70-107.
57. Frazzon EM, Rodriguez CMT, Pereira MM, Pires MC, Uhlmann I. Towards supply chain management 4.0. BJO&PM 2019;16:180-91.
58. Zekhnini K, Cherrafi A, Bouhaddou I, Benghabrit Y, Garza-reyes JA. Supply chain management 4.0: a literature review and research framework.
60. Godina R, Ribeiro I, Matos F, T. Ferreira B, Carvalho H, Peças P. Impact assessment of additive manufacturing on sustainable business models in industry 4.0 context. Sustainability 2020;12:7066.
61. Malyani Y, Orquéra M, Millet D. State of the art on robust design methods for additive manufacturing.
62. Peng T, Kellens K, Tang R, Chen C, Chen G. Sustainability of additive manufacturing: An overview on its energy demand and environmental impact. Addit Manuf 2018;21:694-704.
63. Beaman JJ, Bourell DL, Seepersad CC, Kovar D. Additive manufacturing review: early past to current practice. J Manuf Sci Engin 2020;142:110812.
64. Fonseca L, Amaral A, Oliveira J. Quality 4.0: the EFQM 2020 model and industry 4.0 relationships and implications. Sustainability 2021;13:3107.
65. Ching NT, Ghobakhloo M, Iranmanesh M, Maroufkhani P, Asadi S. Industry 4.0 applications for sustainable manufacturing: a systematic literature review and a roadmap to sustainable development. J Cleaner Prod 2022;334:130133.
66. Ringkjøb H, Haugan PM, Solbrekke IM. A review of modelling tools for energy and electricity systems with large shares of variable renewables. Renew Sustain Energy Rev 2018;96:440-59.
67. Cao. A review of impedance matching techniques in power line communications. Electronics 2019;8:1022.
68. Groover MP. Automation, Production Systems, and Computer-Integrated Manufacturing. 4th Edition. Hudson Street, New York: Pearson; 2015.
69. Nota G, Peluso D, Lazo AT. The contribution of Industry 4.0 technologies to facility management. Int J Eng Bus Manag 2021;13:1-14.
70. IEA. Tracking power 2021. Available from: https://www.iea.org/reports/tracking-power-2021 [Last accessed on 28 Sep 2022].
71. German Water Partnership. Industrial water management. Available from: https://germanwaterpartnership.de/en/arbeitskreise/industrial-water-management/ [Last accessed on 28 Sep 2022].
Cite This Article
Export citation file: BibTeX | RIS
OAE Style
Nota G, Toro Lazo A. Leveraging the GQM+ Strategy approach and Industry 4.0 technologies for environmental sustainability in manufacturing. J Smart Environ Green Comput 2022;2:143-62. http://dx.doi.org/10.20517/jsegc.2022.13
AMA Style
Nota G, Toro Lazo A. Leveraging the GQM+ Strategy approach and Industry 4.0 technologies for environmental sustainability in manufacturing. Journal of Smart Environments and Green Computing. 2022; 2(3): 143-62. http://dx.doi.org/10.20517/jsegc.2022.13
Chicago/Turabian Style
Nota, Giancarlo, Alonso Toro Lazo. 2022. "Leveraging the GQM+ Strategy approach and Industry 4.0 technologies for environmental sustainability in manufacturing" Journal of Smart Environments and Green Computing. 2, no.3: 143-62. http://dx.doi.org/10.20517/jsegc.2022.13
ACS Style
Nota, G.; Toro Lazo A. Leveraging the GQM+ Strategy approach and Industry 4.0 technologies for environmental sustainability in manufacturing. . J. Smart. Environ. Green. Comput. 2022, 2, 143-62. http://dx.doi.org/10.20517/jsegc.2022.13
About This Article
Special Issue
Copyright

Data & Comments
Data


 Cite This Article 23 clicks
Cite This Article 23 clicks

 Like This Article 21
likes
Like This Article 21
likes







Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at support@oaepublish.com.